Next generation tooling provides even more material choices
The next generation of Crown Norge tooling from LKH tools has allowed for even greater options when specifying which materials can be used on a CNC router, says tooling & machine consultant Liam Hodson.
Typically, routing of heavier grades of materials such as steel and aluminium has been a dirty and slow process. Coolants are required to prevent the tooling from burning out.
In most cases, the average sign company will need to rout a number of different materials in any one given day. The more flexibility that is offered on material choices means the machine may be cutting aluminium one minute and foam PVC the next. This would require a complete changeover of spoil board and extraction system when switching to the more delicate materials such as acrylic or foam PVC, in order to avoid oil contamination.
The latest range of Superior and DLC coated tooling allows for dry cutting in the more difficult materials on a CNC router. The coating not only extends the life of the tool, it also reduces or eliminates the need for coolant. In addition, high speed machining of stainless steel is now possible on the router without coolant.
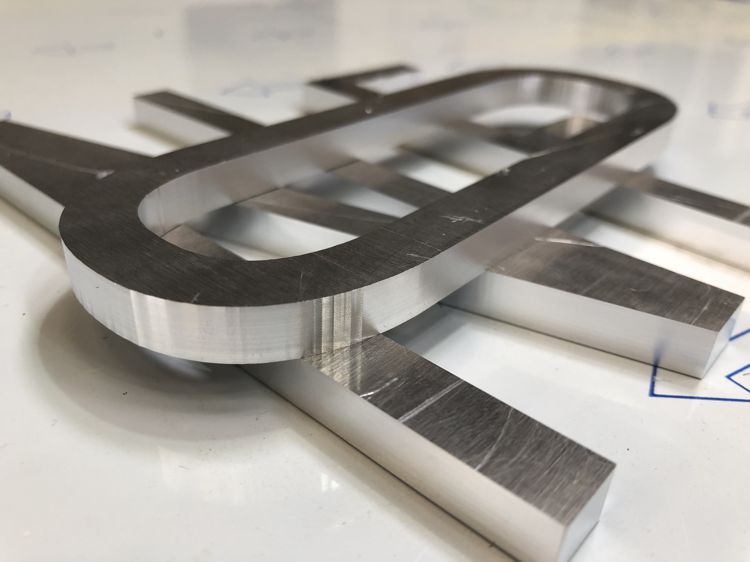
Using multiple small passes at high speed, combined, with the new coating, reduces the heat during cutting and prevents burn out of the cutting tool. A new style of routing tool can be used to allow for hand folding of solid aluminium, which can be used for the manufacture of light boxes. A good alternative to traditional ACM if something more substantial is required.
So how does a coated tool work differently to the tools you have been using?
Each coating offers additional durability compared to an uncoated carbide tool. When routing any material, making sure the tool is a sharp as possible is the key to a good quality of cut. The longer it can stay sharp, the longer the tool lasts.
Typically coated tools will last 7-10 times longer than uncoated carbide tools. The coating also acts to prevent heat build-up and in cases such as aluminium, brass and copper, prevents the material sticking to the tool during cutting. The same concept as a non-stick frying pan, the friction from the cutting process, in most cases, is dramatically reduced and gives a clean, burr-free finish.
Not all coatings are the same however and some tools which look similar will have some significant differences. This is not just the quality of the carbide or grinding of the tool below the surface of the coating, but the actual thickness and type of coating used.
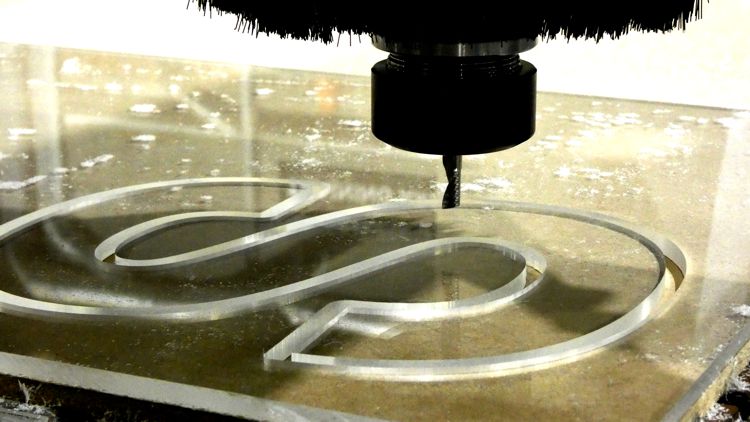
For routing of acrylic and plastics, the dedicated range of acrylic tools gives the optimum balance of quality of cut and tool longevity. Without requiring any further hand finishing or secondary processes, it is possible to have the letters cut straight off the machine ready for assembly. Channels for LEDs, shoulder for mounting or gluing can all be accommodated with the various tool sizes on offer, even up to 50mm thick material in some tool sizes.
Woods, composite and laminates can also be routed with the Crown Norge Superior compression tools, now available from LKH Tools. These allow for up to 25mm thick material. Compression tools are ideal for when the top and bottom face of the material needs to be seen.
A down-flute or up-flute tool may chip or splinter as the tool wears. However, the compression tool contains both up-flutes and down-flutes in one tool.
This means that the material is cleanly cut on the top and bottom face. In addition, the superior coating allows for extended tool life compared to a standard, uncoated compression tool.
The Superior and DLC coating in the Crown Norge range of tools, available from LKH Tools, are the result of many years of testing. The tools are in use extensively across Europe which demands the highest standards in quality and performance.
www.lkhtools.co.uk